In der Elektronikfertigung kommen viele Technologien zum Einsatz, die Schadstoffe produzieren, die teils erhebliche Auswirkungen auf Mitarbeiter, Fertigungsequipment und Produkte haben können. Bei Schutzkonzepten gibt es allerdings wenig Normalität.
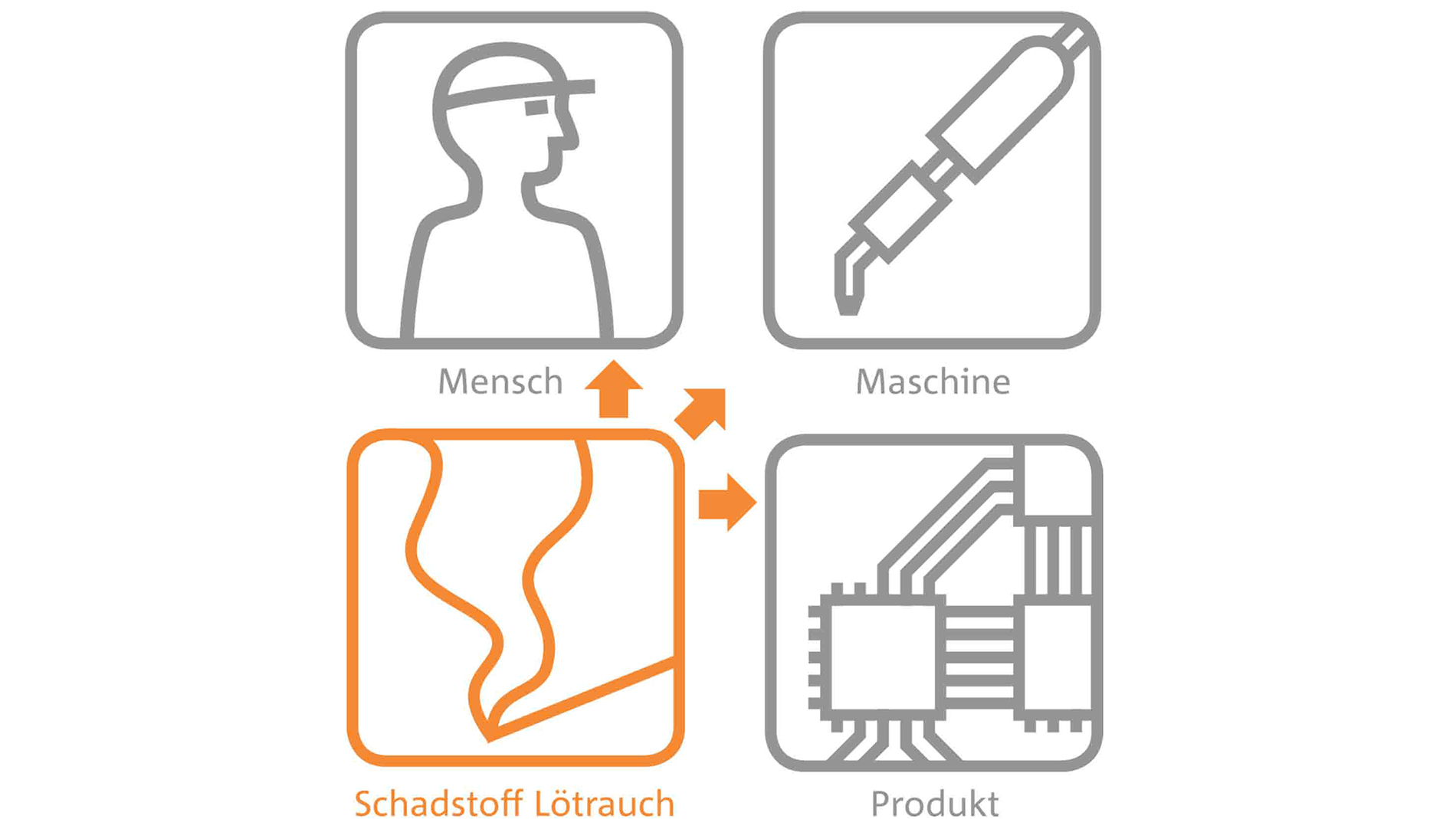
Bild 1: Die dreifache Schadenswirkung von Lötrauch auf Mensch, Maschine und Produkt (Bild: ULT AG)
Luftgetragene Schadstoffe sind eine Zusammensetzung von Partikeln unterschiedlicher Größe und Zusammensetzungen mit wiederum unterschiedlichen chemischen und physikalischen Eigenschaften. Lötrauch ist ein gutes Beispiel, um ihren Einfluss auf ihre Umgebung zu verdeutlichen (Bild 1). Dieser besteht vor allem aus Zersetzungsprodukten von Flussmitteln, Lötwerkstoffen und Rückständen von Reinigungsmitteln, die sich zu klebrigen Aerosolen verbinden können. Diese haben nicht nur negativen Einfluss auf die Gesundheit von Mitarbeitern, sondern können fest haftende Schmutzschichten bilden und somit Produktionsanlagen verunreinigen, was die Fertigungsqualität nachhaltig negativ beeinflusst. Wenn etwa gefertigte elektronische Baugruppen mit klebrigen Stäuben kontaminiert werden, kann dies zur Korrosion der Leiterbahnen führen, was zum teilweisen oder sogar kompletten Ausfall der Funktionalitäten führen kann.
Bild 1: Die dreifache Schadenswirkung von Lötrauch auf Mensch, Maschine und Produkt (Bild: ULT AG)
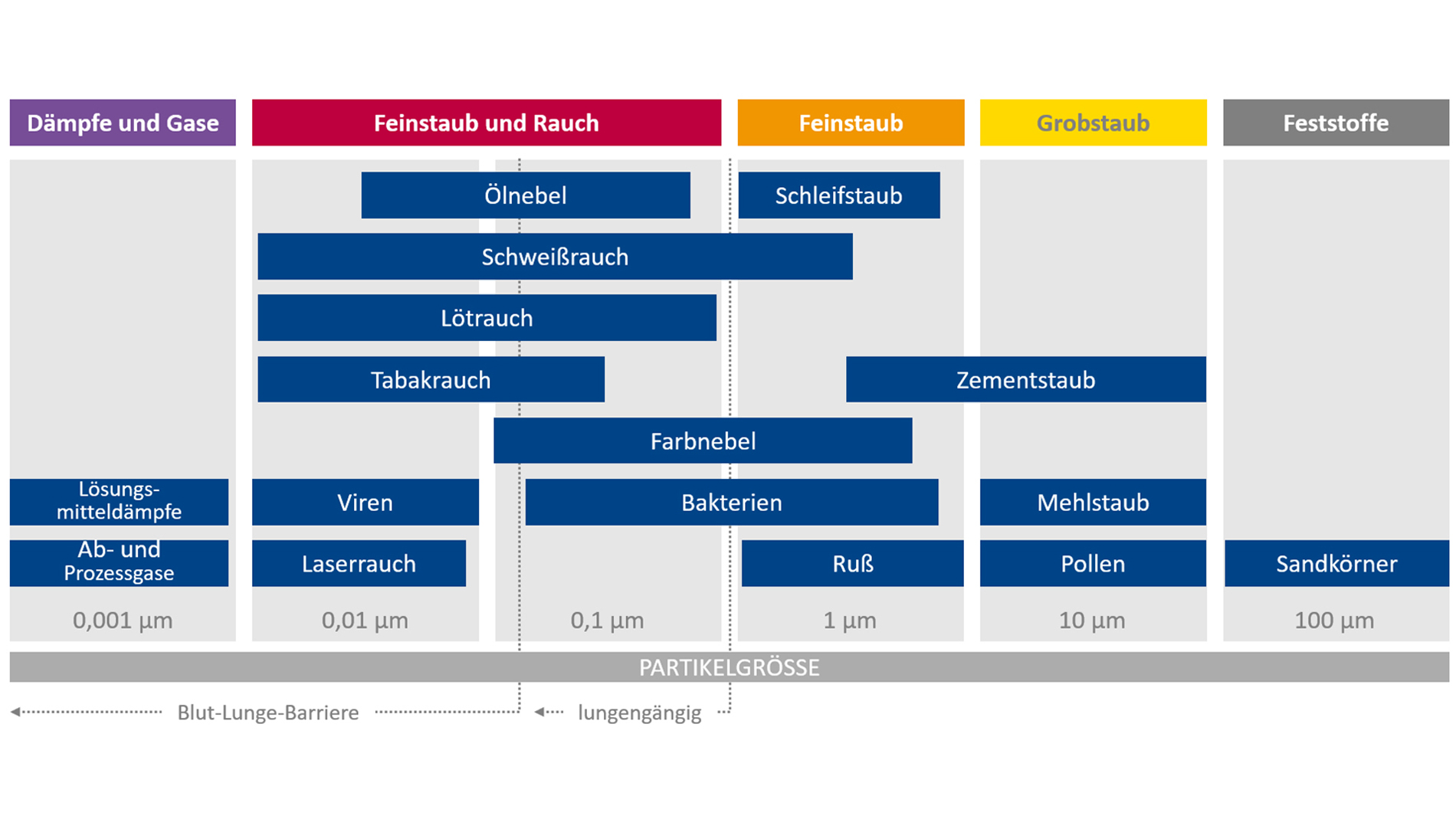
Bild 2: Partikelarten und -größen im Vergleich (Bild: ULT AG)
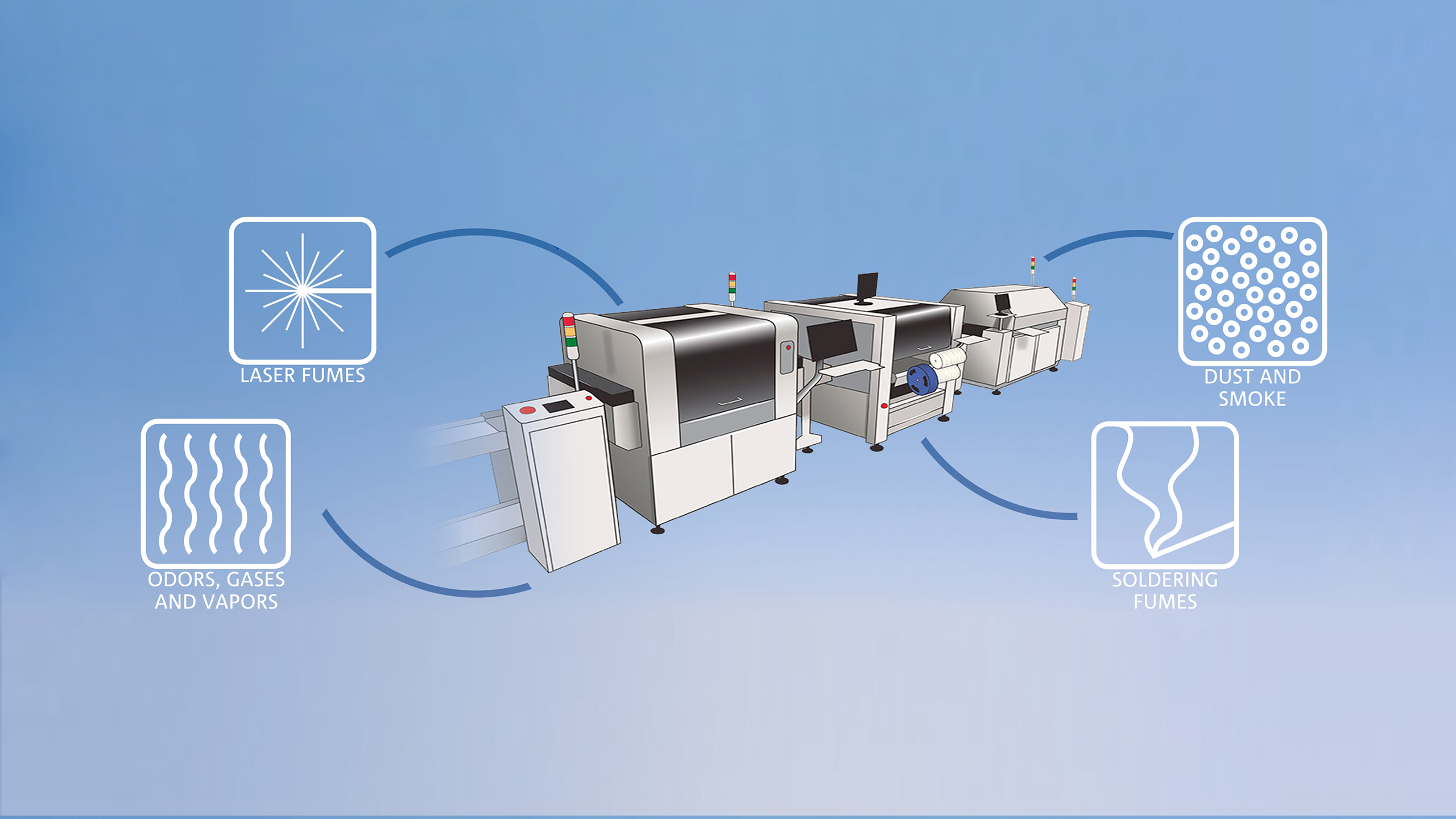
Luftgetragene Schadstoffe werden nach Partikelgrößen unterteilt. Diese Klassifizierung (Bild 2) fokussiert primär den Einfluss der Emissionen auf den menschlichen Organismus. Dabei werden sie nicht nur dahingehend differenziert, ob sie hirn-, nerven- oder atemwegsschädigend sind, sondern ob sie einatembar (E-Fraktion) oder alveolengängig (A-Fraktion) sind. Hierzu gibt es gesetzliche Grenzwerte gemäß DIN EN 481. Diese liegen nach TRGS (Technische Regel für Gefahrstoffe) 900 für die E-Fraktion bei 10 mg/m³ und für die A-Fraktion bei 1,25 mg/m³. In den gesetzlichen Bestimmungen der TA Luft (Technische Anleitung zur Reinhaltung der Luft) darf eine Gesamtstaub-Massenkonzentration, inkl. Feinstaub, von 20 mg/m³ vorliegen. Dies gilt allerdings nur für gesundheitlich unbedenkliche Stäube und beinhaltet nicht die KMR-Stoffe (karzinogen, mutagen, reproduktionstoxisch). Luftgetragene Schadstoffe treten an unterschiedlichsten Stellen der Elektronikfertigung auf.
Bild 1: Die dreifache Schadenswirkung von Lötrauch auf Mensch, Maschine und Produkt (Bild: ULT AG)
Lötrauch
Im Fertigungsprozess werden zum größten Teil Weichlötverfahren eingesetzt, u.a. Wellen-, Reflow-, Dampfphasen-, Laser- oder Handlöten. Dabei entsteht eine Vielzahl an Gefahrstoffen, z.B. organische Zinnverbindungen, Chlorwasserstoff, Formaldehyd, Acetaldehyd, Acrylaldehyd oder Butyraldehyd. Folgende Lötrauchkonzentrationen wurden beim Handlöten ermittelt:
Konzentration bei bleihaltigem Lot: ca. 1mg/m3
Konzentration bei bleifreiem Lot: ca. 1,3mg/m3
Anteil und Mengen dieser Verbindungen sind allerdings abhängig von der Zusammensetzung des Lotes sowie der Löttemperatur.
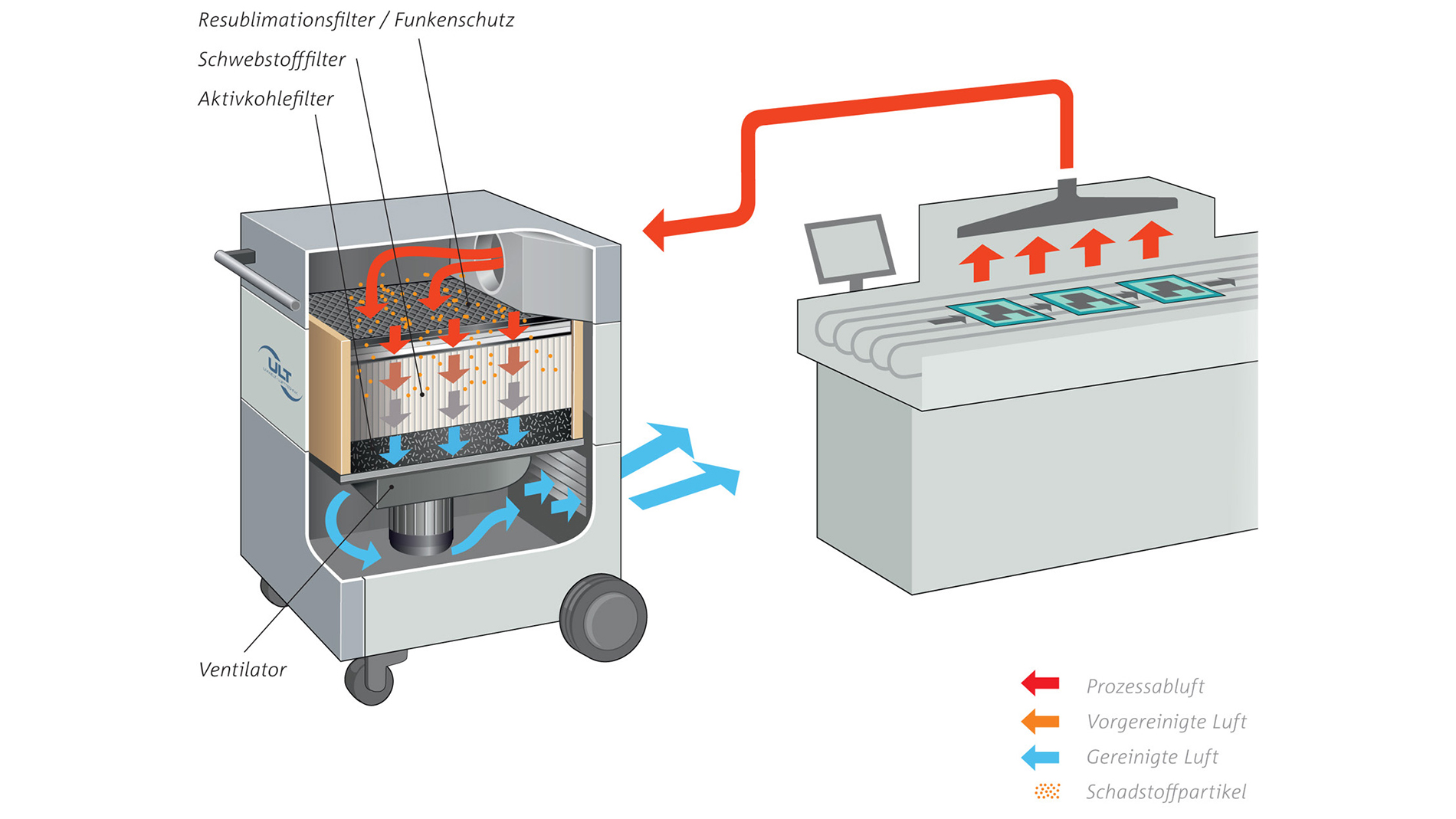
Bild 3: Absauganlage mit Speicherfilter zur Abscheidung von Lötrauch (Bild: ULT AG)
Bedingt durch die Kombination der Schadstoffe im Lötrauch kommen zur optimalen Abscheidung Kombinationsfilter zum Einsatz (Bild 3). Diese bestehen aus Resublimationsfiltern, Partikelfiltern in mehreren Stufen sowie Adsorptionsfiltern. Bei größeren Wellenlötanlagen erfolgt eine getrennte Filtration von Fluxer und Lötwelle. Bei der Verwendung von lösemittelhaltigen Fluxmitteln werden Ventilatoren mit Ex-Ausstattung eingesetzt, um Explosionen oder Brände zu vermeiden.
Bild 3: Absauganlage mit Speicherfilter zur Abscheidung von Lötrauch (Bild: ULT AG)
Gase und Dämpfe
Diese entstehen u.a. beim Bedrucken, Vergießen, Lackieren, Kleben, Reinigen. Typische auftretende Schadstoffe sind dabei Isopropanol, Toluol, Säuren, Butanol oder Harze. Zur Ermittlung der relevanten Stoffdaten dient das jeweilige Sicherheitsdatenblatt. Daraus resultierend wird die Art der Filtration festgelegt, wobei in diesem Fall Sorptionstechnologien, d.h. Adsorption mittels Aktivkohle oder Chemisorption mittels chemisch veränderten Adsorbens, eingesetzt werden. Das Sicherheitsdatenblatt gibt zudem Auskunft über die Explosionsgrenzwerte. Sollte die untere Explosionsgrenze nicht sicher unterschritten werden, müssen wiederum Ex-Ventilatoren in der Absauganlage verwendet werden.
Stäube
Sie entstehen in der Elektronikfertigung etwa beim Trennen, Fräsen, Schleifen, Polieren oder Umfüllen. Typisch auftretende Schadstoffe sind Grob- und Feinstaub sowie Gerüche. Trockene Stäube werden in der Regel mittels Patronenfilteranlagen abgeschieden. Die Filterpatronen können abgereinigt und somit über einen relativ langen Zeitraum eingesetzt werden. Alle Stäube sind vor Ihrer Absaugung und Filtration auf Brennbarkeit zu prüfen, da in diesem Fall Ex-Anlagen eingesetzt werden müssen, um dem Arbeits- und Explosionsschutz gerecht zu werden.
Laserrauch
Laserrauch entsteht vor allem beim Beschriften/Markieren, Trennen, Entschichten oder Strukturieren. Typische Schadstoffe sind dabei zum Teil nanoskalige Partikel, aber auch Aerosole und Gase.
Bei der Laserbearbeitung findet durch Pyrolyse, Oxidation, Reduktion bzw. Polymerisation eine Materialumwandlung statt. Dies erfordert spezielle Filterkombinationen. Darüber hinaus wird die Zusammensetzung des Laserrauches durch die Art der Laserquelle und daher durch den Energieeintrag bestimmt.
Bedingt durch die Kombination der Schadstoffe im Laserrauch kommen größtenteils Kombinationsfilter zum Einsatz. Diese bestehen - wie schon bei der Lötrauchabsaugung – aus Resublimationsfiltern, Partikelfiltern in mehreren Stufen sowie Adsorptionsfiltern.
Aufgrund der Verschiedenheit des Laserrauches werden Filter-Geometrien und deren Stufungen dem Anwendungsfall angepasst. Auch abreinigbare Filtersysteme kommen zum Einsatz. Dabei wird unter Zugabe von Filterhilfsmitteln die Abscheidequalität und somit die Filtrationsleistung erhöht.
Erfassung der Luftschadstoffe
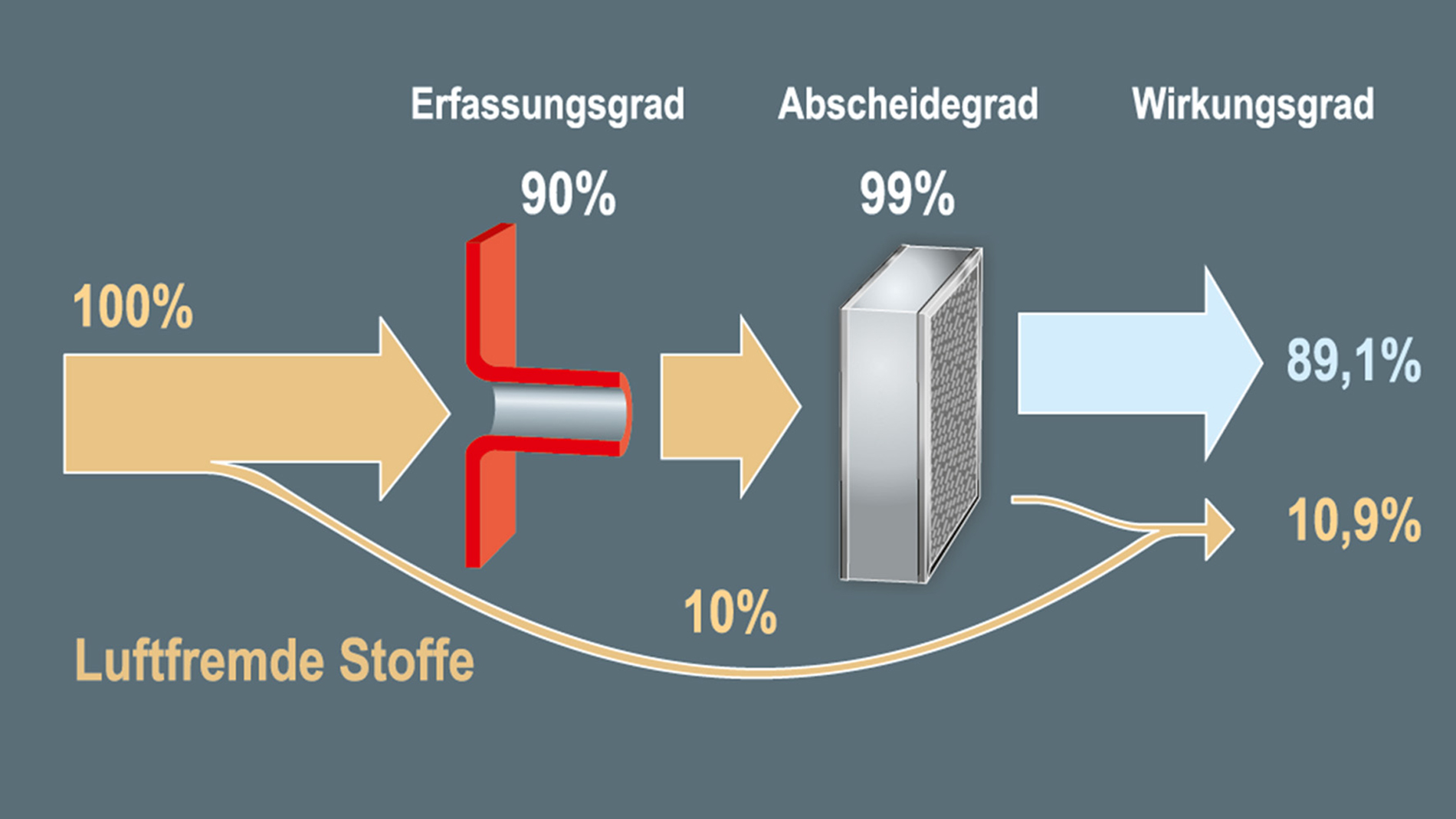
Bild 4: Ein hoher Erfassungs- und Abscheidegrad erhöht die Luftreinigungsleitung einer Filteranlage (Bild: VDMA)
Ein wichtiger Aspekt bei der Luftreinigung ist die Erfassung der Luftschadstoffe. Diese erfolgt in der Regel über Absaugarme und über ein montiertes Erfassungselement. Größe und Art werden dabei durch die Schadstoffe selbst, deren Thermik und andere Luftbewegungseinflüsse bestimmt. Die Höhe des Erfassungs- und Abscheidegrades ist entscheidend für den Wirkungsgrad bzw. die Filtrationsleistung der jeweiligen Absauganlage (Bild 4).
Dabei ist die Nähe zur Emissionsquelle von entscheidender Bedeutung – je näher, desto besser. Nicht nur, um den Großteil aller Partikel zu erfassen, bevor diese sich ausbreiten können, sondern auch, um den ökonomischen Aufwand zu minimieren.
Bild 4: Ein hoher Erfassungs- und Abscheidegrad erhöht die Luftreinigungsleitung einer Filteranlage (Bild: VDMA)
„Die Faustregel, dass der doppelte Abstand zwischen Emissionsquelle und dem Erfassungselement der mindestens vierfachen Ansaugleistung des Absaug- und Filtersystems bedarf, hat sich in der Praxis bewährt.“
Die Spezifikation des optimalen Erfassungselements, Absaugarmes oder Absaugschlauchs ergibt sich aus der Anwendung selbst. In Fertigungslinien werden Absaug- und Filteranlagen oftmals direkt in Bearbeitungsanlagen, z.B. Lasermarkierer oder Lötsystem, integriert. Die Schadstofferfassung erfolgt demnach im abgekapselten System und dient vor allem dem Schutz der Anlage selbst sowie dem Produkt.
Für Handarbeitsplätze bieten sich unterschiedliche Varianten an. So kann ein Filtergerät als zentrale Absaugung eingesetzt werden. Dabei sind die jeweiligen Arbeitsplätze mit Erfassungselementen bestückt, die über Rohre oder Schläuche mit der Anlage verbunden sind. Über Drosselklappen wird der Abluftstrom aktiviert bzw. deaktiviert. Je nach anfallender Schadstoffmenge kann auch jeder manuelle Arbeitsplatz mit jeweils einer Absauganlage ausgestattet werden. Hier kommen primär mobile Anlagen zum Einsatz, die sich vor allem bei wechselnden Arbeitsplätzen anbieten.
Individuelle Auslegung
In der Elektronikfertigung sind zwar viele Verfahren standardisiert, doch die Vielfalt der eingesetzten und zu bearbeitenden Materialien bedingt oftmals eine individuelle Analyse der Schadstoffsituation. Die Verwendung von unterschiedlichen organischen, anorganischen oder toxischen Stoffen bis hin zur Verwendung von Edelmetallen, deren Recycling bei der Filterauswahl beachtet werden muss, sind nur einige Beispiele für das „normale Unnormale“. Hier sind Standardlösungen keine Hilfe. Die jeweilige Fertigungssituation muss individuell bewertet und eine entsprechende Sonderlösung konzipiert werden. Neben der Absaug- und Abscheideleistung einer Filteranlage kommen zudem weitere Parameter wie Lautstärke, Robustheit oder Platzbedarf ins Spiel. Denn neben dem Atmen reiner Luft möchten Mitarbeiter nicht bei ihren täglichen Aufgaben gestört oder behindert werden.