Automatisiert, punktgenau und reproduzierbar löten
In vielen Einsatzbereichen und auch, wenn Selektivlötanlagen an ihre Grenzen kommen, wird manuell gelötet. Hier gibt es zwar echte Profis, aber steigende Qualitätsanforderungen oder Branchenvorgaben führen zur Entwicklung von Alternativen.
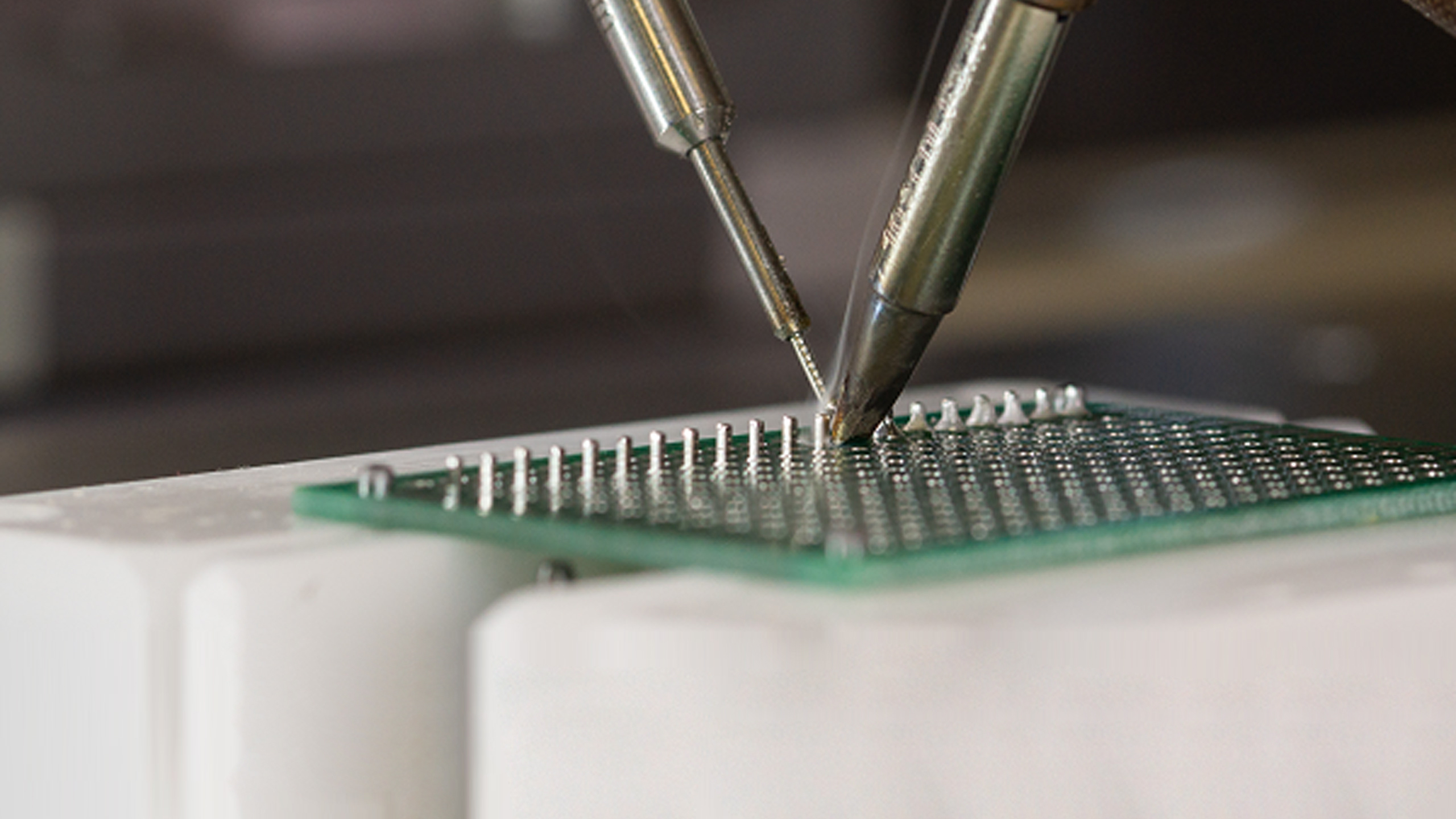
Trotz des anhaltenden Trends zur Automatisierung von Fertigungsprozessen wird heute noch mehr manuell gelötet als angenommen. Dies liegt überwiegend daran, dass es bisher kaum Alternativen gab. Klassische Bereiche für das manuelle Löten sind Kleinserien, der Prototypenbau oder dann, wenn Selektivlötanlagen aufgrund der Lötaufgabe nicht eingesetzt werden können. Eine Alternative ist hier ein neuer Lötroboter, der auch den steigenden, reproduzierbaren Qualitätsanforderungen in der Elektronikfertigung Rechnung trägt – beim Punkt- oder Linienlöten oder bei THT-Lötstellen. Eine Anwendung, bei denen klassische Selektivlötanlagen an ihre Grenzen stoßen, ist z.B., wenn Kabellitzen an ein Board gelötet werden sollen. Hier ist eine Selektivlötanlage mit Punktdüse oder Miniwelle nicht geeignet, da die Litze bei der Lötung an der Baugruppenunterseite nicht auf der Kontaktfläche fixiert werden kann. Solche Aufgaben werden dann meist im Nachgang manuell erledigt. Und hier kommen wir zur nächsten Einschränkung, denn dies ist einigen Branchen, wie z.B. im Zulieferbereich der Automobilindustrie, nicht erlaubt. Auch große Hersteller von Kommunikations- und Multimediaanwendungen im Fahrzeugbau greifen deshalb zunehmend auf Lötroboter zurück. Auf die Baugruppe abgestimmte Werkstückträger und Adapter helfen, die Baugruppen zu fixieren und, im Fall von Kabeln oder anderen flexiblen Materialien, diese an der Lötstelle zu positionieren. Diese unterstützenden Werkzeuge werden i.d.R. kundenspezifisch und passend zur jeweiligen Anwendung entwickelt.
„Weitere Vorteile sind der höhere Durchsatz und die Automatisierbarkeit von Prozessen“, weist Julian Greß, Product Manager Tools and Rework, Kurtz Ersa, auf einen zentralen Aspekt hin. Dazu kommt ein breites Einsatzspektrum für diese Systeme. Weitere Anwendungsbereiche sind u.a. das Einlöten von Platinen in Gehäusen oder das Löten in Kavitäten.
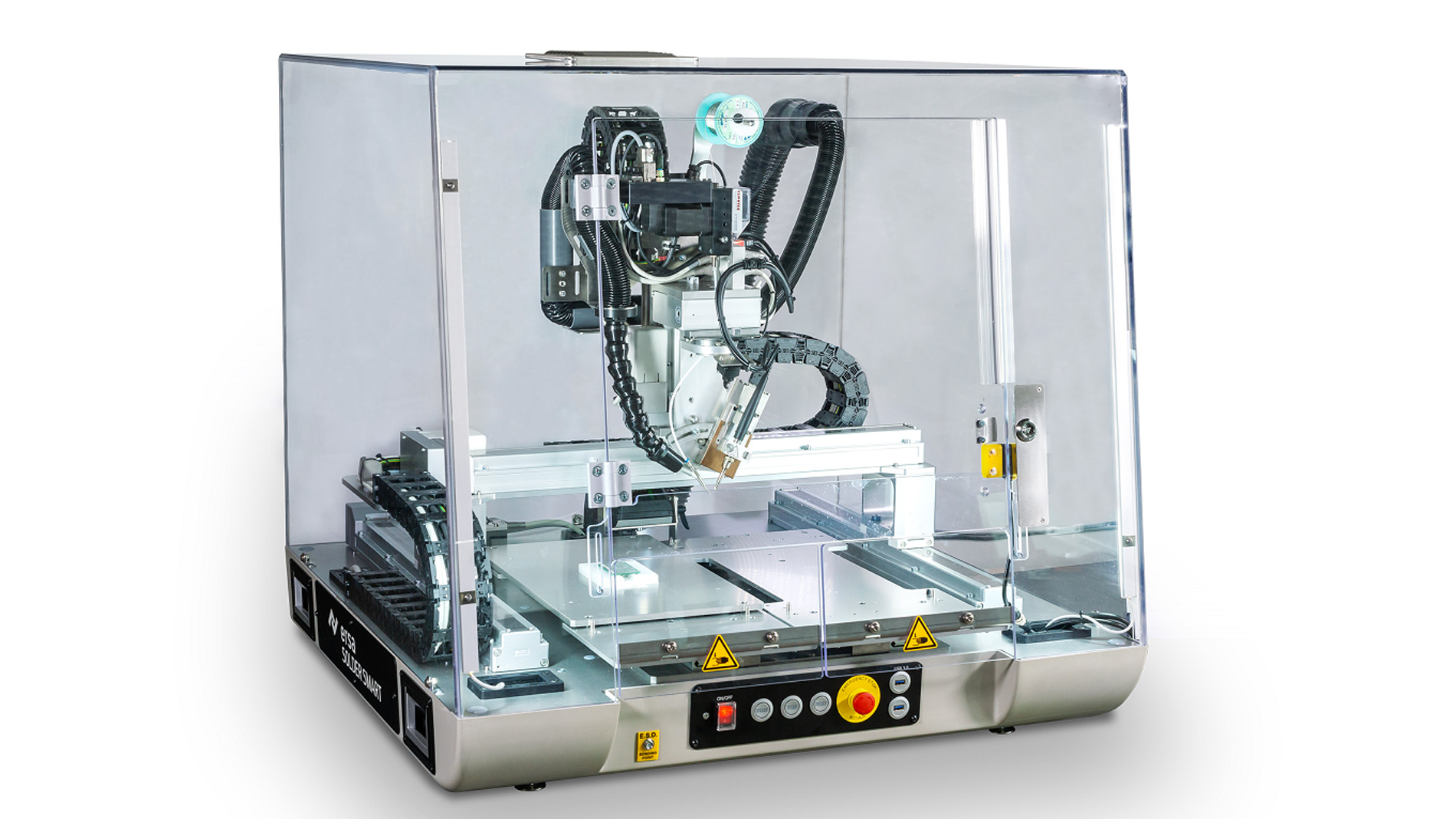
Bild 1: Der SOLDER SMART mit einer Schutzhaube inkl. LED-Beleuchtung – diese schützt den Arbeitsbereich vor Verschmutzungen, verhindert das Hineingreifen des Bedieners während des Betriebs und sichert einen zuverlässigen Lötprozess (Bild: Kurtz Holding GmbH & Co. Beteiligungs KG)
Der SOLDER SMART (Bild 1) verfügt über ein x-y-Achssystem mit einem Arbeitsbereich von 500 x 400 mm. Die Lötspitze wird über eine zweifach getrennte z-Achse präzise an der Lötstelle positioniert. Diese Achse wird allerdings nicht wie üblich mit einem Pneumatikzylinder, sondern rein elektrisch betrieben. Das hat den Vorteil, dass jede gewünschte Lötposition sanft und stufenlos angefahren werden kann. Zudem kann die Lötstelle über eine Drehachse von jeder Seite vom Lötkolben und der Drahtzuführung angefahren werden. Um einen möglichst hohen Durchsatz zu erreichen, bietet es sich an, den Lötroboter mit einem Wechselschubladensystem auszustatten. In der Zeit, in der der Lötkolben eine Baugruppe lötet, kann die zweite Schublade aus der Anlage gezogen und mit einer ungelöteten Baugruppe bestückt werden.
Bild 1: Der SOLDER SMART mit einer Schutzhaube inkl. LED-Beleuchtung – diese schützt den Arbeitsbereich vor Verschmutzungen, verhindert das Hineingreifen des Bedieners während des Betriebs und sichert einen zuverlässigen Lötprozess (Bild: Kurtz Holding GmbH & Co. Beteiligungs KG)
Um eine hohe Lötqualität sicherzustellen, ist der Lötroboter mit einer Lötspitzenreinigung ausgestattet, die die Spitzen mittels rotierender Bürsten vor dem Einsatz von Altlot befreit. Die Programmierung von Einzellötungen, das Fließlöten mit vorbeloteter Lötspitze bei Kontaktabständen sowie das Löten von wiederkehrenden Baugruppen im Linienlötverfahren trägt ebenfalls zur hohen Lötqualität bei. Alle Prozesse werden per Kamera überwacht und visualisiert. Dabei werden alle Prozessschritte dokumentiert und stehen, wenn nötig, zur Nachverfolgung bereit. Alle diese Features stellen ein qualitativ hochwertiges und reproduzierbares Löten in vielen Anwendungsbereichen sicher, in denen man sich bisher manuell beholfen hat.