Seit vor mehr als zwanzig Jahren die ersten Flying-Probe-Tester auf den Markt kamen, ist viel passiert. Nicht nur die Einsatzbereiche haben sich erweitert, sondern auch die Anforderungen an die Hard- und Software-Leistungsfähigkeit der Systeme.
Heute rücken verschiedene Systemaspekte in den Vordergrund, die damals noch nicht so ausschlaggebend erschienen. Ein Beispiel ist das Antriebskonzept der Testachsen. So setzte SPEA bei der Entwicklung der Flying-Probe-Tester von Anfang an bei allen Antriebsachsen Linearmotoren und optische Encoder ein. Andere Systeme mit Planarmotoren und Spindelantrieben erreichen konzeptbedingt nie die Genauigkeit und Schnelligkeit von Linearmotoren.
„Das Antriebskonzept bestimmt die heute geforderte Geschwindigkeit und Präzision beim Flying-Probe-Test.“
Denn Flying-Probe-Systeme werden schon lange in der hochvolumigen Serienfertigung eingesetzt – und hier bestimmt die Zykluszeit den Takt.
Neben dem reinen In-Circuit-Test müssen die Systeme darüber hinaus immer mehr Testanforderungen abdecken, wie z. B. den Test von LEDs, die Erkennung von Baugruppen-Durchbiegungen und auch die Durchführung von Funktionstests. Weiterhin erfordern die Bauteil-Miniaturisierung und steigende Packungsdichten die Kontaktierung von kleinsten Geometrien, d.h. Pad-Größen bis zu 50 µm.
Eine schnelle Verfügbarkeit „time to market“ ist ein genereller Trumpf bei Flying-Probe-Systemen. Erreicht wird dies durch den Wegfall von Adaptern und die einfache und schnelle Erstellung von Prüfprogrammen. Flexibilität und Zukunftsfähigkeit – sowohl der Testsysteme als auch der Hersteller – sind ein absolutes Muss. Entscheidend ist auch, dass Flying-Probe-Tester flexibel nach Kundenwünschen konfigurierbar und für den Test der Ober- und Unterseiten geeignet sind. Weitere Aspekte sind der Betrieb sowohl in der Linie als auch stand-alone sowie die problemlose Einbindung in Automatisierungskonzepte und übergeordnete MES-Systeme.
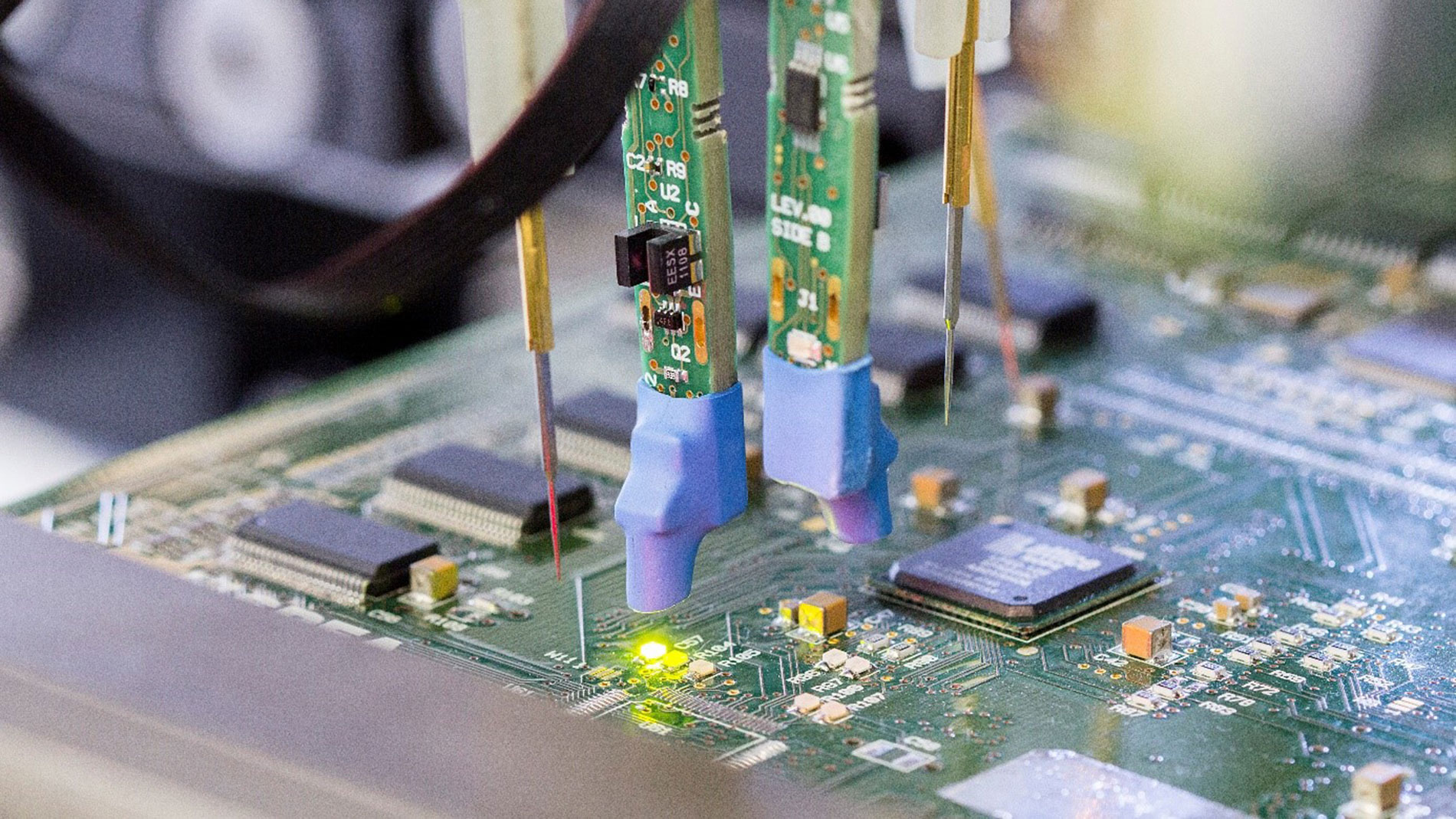
Bild 1: SPEA-Tester arbeiten mit Spektrometern zur spezifischen und hochpräzisen LED-Messung (Bild: SPEA GmbH)
Mit SPEA-Systemen können Baugruppen mit Abmessungen von bis zu 684 mm x 610 mm geprüft werden, auch überlange Baugruppen bis zu 150 cm sowie Baugruppen mit hohen Bauteilen (Komponenten bis 150 mm). Eine Besonderheit ist, dass die Messinstrumente direkt an den Probes positioniert sind. Dies ermöglicht die unmittelbare Aufnahme des Messsignals – ohne Verluste über Kabelzuleitungen. Ein Laser vermisst das Höhenprofil der Baugruppe. Durchbiegungen und Verwölbungen werden erkannt und die Positionierung der Prüfnadeln wird automatisch von der Software korrigiert. Spektrometer garantieren spezifische und hochpräzise LED-Messungen (Bild 1). Neben den Prüfnadeln können an den Achsen zusätzliche Tools sowie Mess- und Testinstrumente angebracht werden, z.B. Electro Scan zur Open-Pin-Erkennung, NZT für spezifische Impedanzanalysen, Markiereinheiten für Gut/Schlecht-Markierung, Kontrastfinger zur Unterstützung der Baugruppe u.v.m. Letztendlich ist bei der Systemauswahl auch zu berücksichtigen, dass es auch in Zukunft immer wieder neue Testanforderungen geben wird, die die Systeme abdecken müssen.