Geschlossene Regelkreise zwischen SPI und Drucker minimieren nicht nur Fehler
Der Lötpastendruck ist die größte Fehlerquelle bei der SMT-Bestückung. Maschinen "miteinander reden zu lassen" ist jetzt eine interessante Option, 3D-Lotpastenprüfmaschinen zu analysieren und in leistungsfähige Regelkreise zu integrieren.
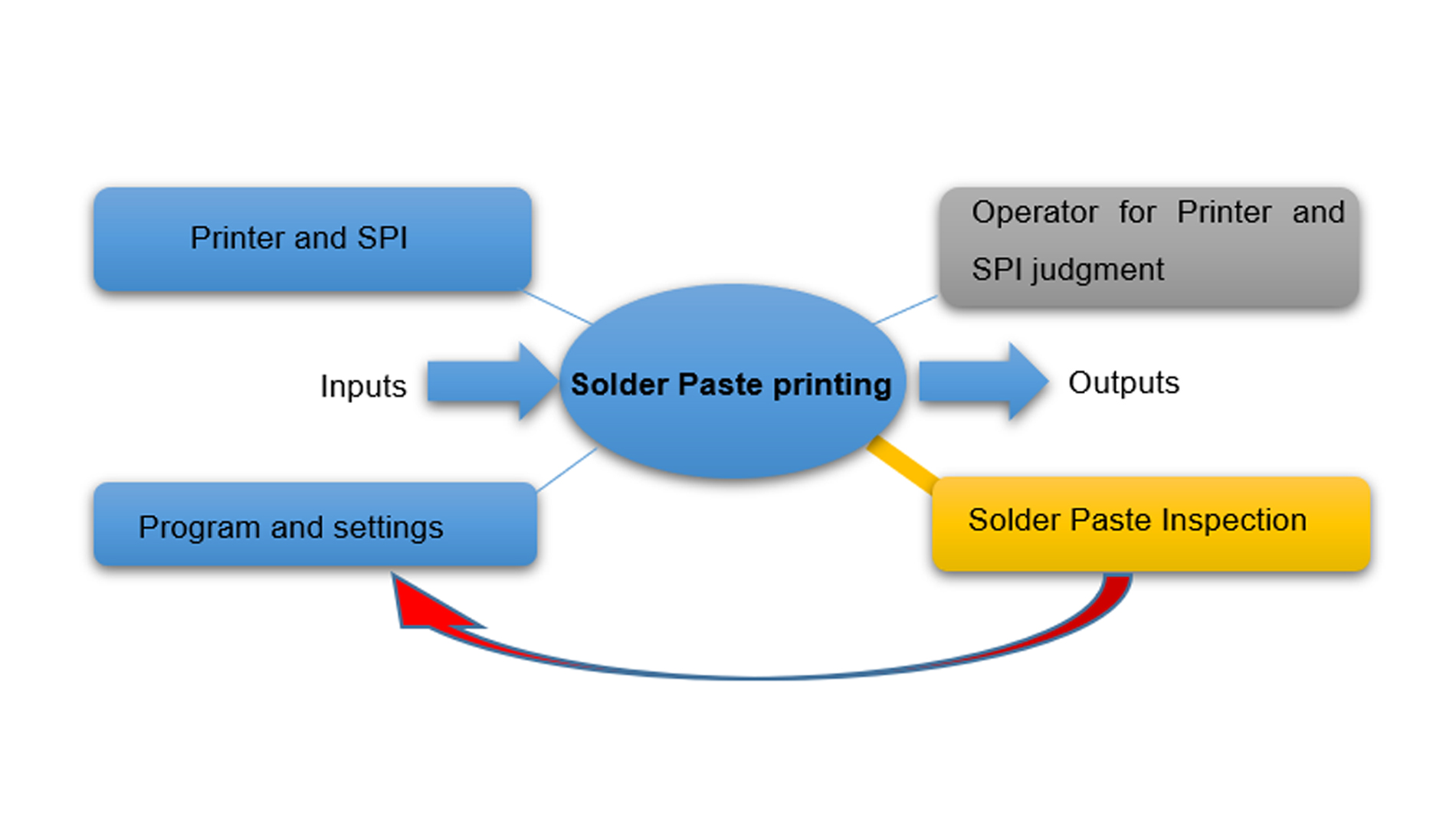
Bild 1: Schema des Lötpastenprozesses im VDA-"Schildkröten"-Modell (Bild: Sphera)
Es ist weithin bekannt, dass der Lötpastendruck den größten Fehleranteil bei der SMT-Bestückung hat. Deshalb wurden in den letzten zehn Jahren 3D-Lotpastenprüfmaschinen (SPI) in fast allen PCBA-Bestückungsbetrieben eingesetzt (Bild 1). Eine moderne Inline-SPI, der Kontroll- und Messabschnitt des Pastendruckprozesses, ist heute zwar leistungsfähiger und kompakter als in der Vergangenheit und bietet z.B. eine mikrometrische 3D-Auflösung bei der Volumen-, Flächen-, Höhen- und Versatzmessung von Pasten Ablagerungen. Wie bei jedem Messsystem ist es allerdings wichtig, die Leistung durch eine Messsystemanalyse (MSA) zu bewerten. Und hier wird es schwierig: Das zentrale technische Problem ist die hohe Anzahl von Ablagerungen auf einer Platine. Sie erlaubt es nicht, einen Standardansatz für die Analyse zu verwenden. Auch sind traditionelle statistische Softwareanwendungen nicht dafür ausgelegt, 8.000 oder mehr Variablen auf einmal zu erkennen. Das führt in der Praxis oftmals nur zu einer Teil- oder sogar zu gar keiner Analyse bei SPI-Messungen, selbst wenn die gemessenen Variablen als kritisch für den jeweiligen SMT-Prozess erkannt werden.
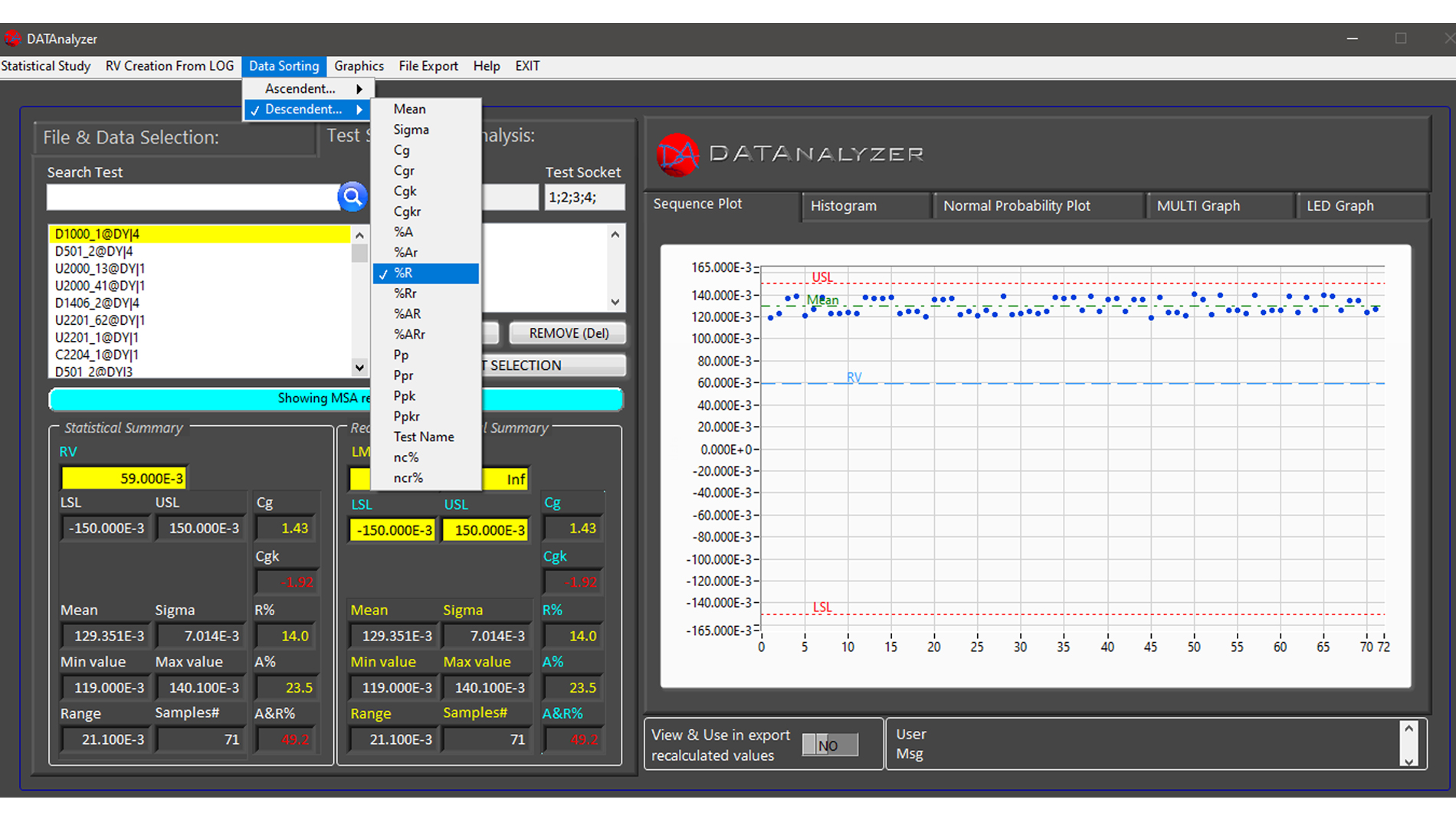
Um Anwendern eine höhere Prozessqualifikation und -sicherheit zu bieten, wurde eine neue Software entwickelt. Mit dieser kann eine MSA auf Messsystemen wie SPI, die durch viele Ausgangsvariablen gekennzeichnet sind, einfach durchgeführt werden (Bild 2).
Bild 2: Bildschirm der Software SPHERA DATAnalyzer beim Ausführen einer Analyse (Bild: Sphera)
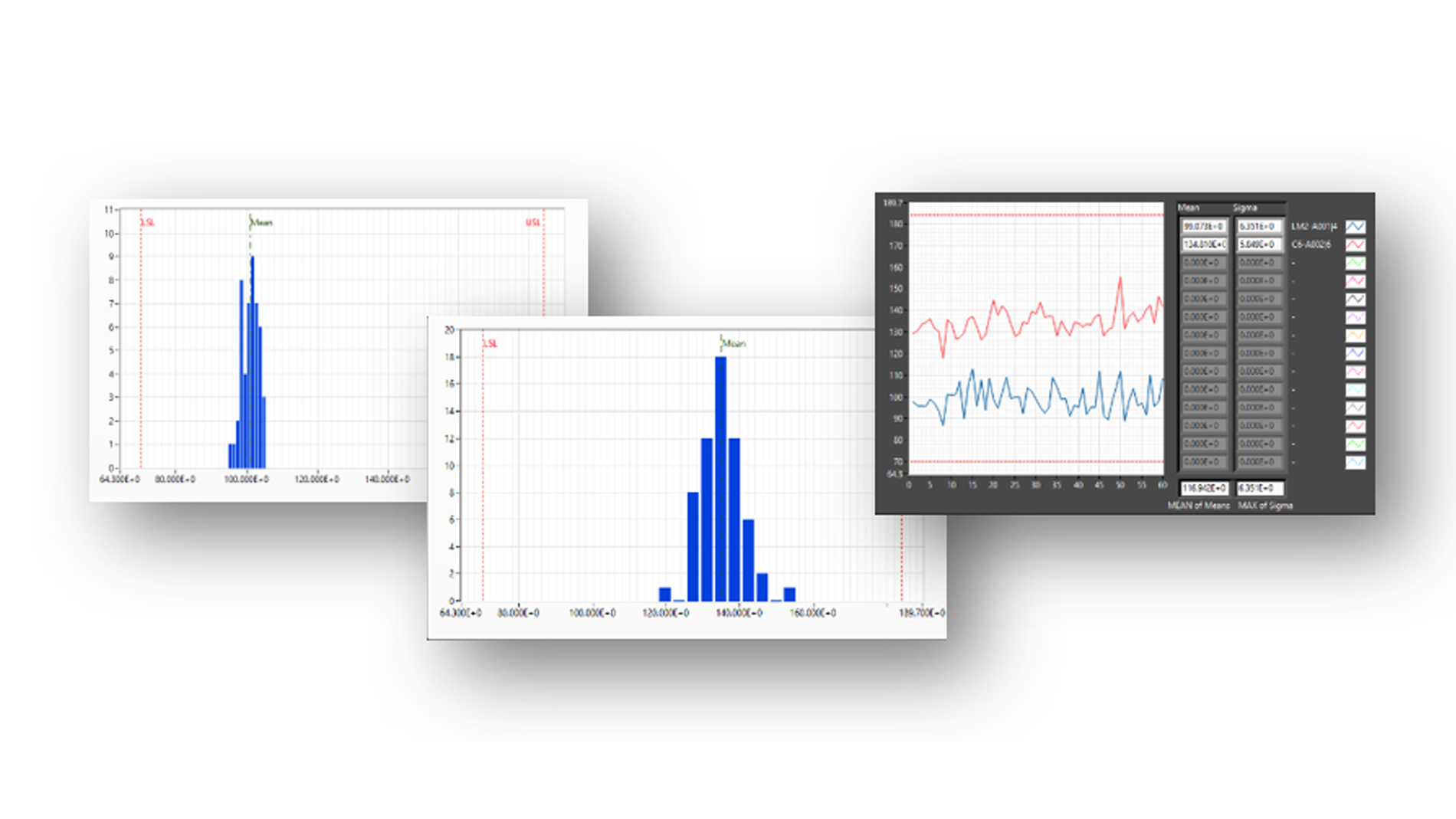
Die Datenanalyse des Pastendrucks basiert oft auf Vergleichen und nicht auf der Beurteilung von Absolutwerten: Eine Ablagerung einer kleinen 0402-Tamponöffnung hat ein reduziertes durchschnittliches Volumenverhältnis im Vergleich zu einer großen 0805-Tamponöffnung aufgrund eines intrinsisch unterschiedlichen Ablöseverhältnisses auf der Schablone. Die Feineinstellung der Akzeptanzgrenzen durch die Ablagerungsgruppen wird also zu einem Muss, um eine stabile Überwachung der Ablagerungen zu gewährleisten (Bild 3) und in der Zwischenzeit einen falschen Aufruf zu vermeiden. Die neue Software löst das Problem und wird - neben der Konsolidierung der Akzeptanzgrenzen - zur Überwachung der Gesamtprozessfähigkeit des Pastendrucks in der Startphase oder zur langfristigen Überwachung und zur Erstellung von einfachen Berichten über die Ergebnisse verwendet. Die Voraussetzung für leistungsfähige Analysen ist immer der Datenfluss des Lötpastenprozesses.
„Datengesteuerte Entscheidungen werden immer nur so gut sein wie die Daten" betont Alessio Agresti, Senior-Prozessentwickler, VDA-Auditor SPHERA Qualität & Prozess-Dienstleister.
Bild 3: 0402 vs. 0805-Tamponöffnung: Vergleich der unterschiedlichen Volumenveröffnungen, Ergebnisse eines Tests zur Feinabstimmung der kundenspezifischen Akzeptanzgrenzen (Bild: Sphera)
SPI-Maschinen-/Programmfreigabe für alle MSA-Maßnahmen, angepasst an die SPI-Besonderheiten. Beim Pastendruck haben alle Ablagerungen ähnliche Auswirkungen auf das Endergebnis und jede Maßnahme muss verifiziert und bewertet werden.
Druckerwerkzeuge/Programmfreigabe durch detaillierte Analyse aller SPI-Parameter und nicht nur der Hauptparameter wie Druck, Geschwindigkeit usw., sondern auch durch Analyse der Auswirkungen der Rückseitenunterstützung, der Lötpastendicke auf der Schablone und der Reinigungshäufigkeit.
Nur so ist es möglich, die SPI-Ausfallrate durch Ausschaltung externer Variablen nahe Null zu bringen. Darüber hinaus unterstützt die Software die Beurteilung der Leistungsfähigkeit der SPI durch den Bediener. Dadurch wird die Produktivität der Linie verbessert und die Risiken für menschliche Fehlbeurteilungen werden reduziert. Und es wird schließlich die Möglichkeit geschaffen, einen geschlossenen Regelkreis zwischen SPI und Drucker zu implementieren. Eine langfristige Datenanalyse kann zudem zur Implementierung einer erfolgreichen vorausschauenden Wartungsstrategie für Werkzeuge und Maschinen des Druckprozesses verwendet werden. Es lassen sich also mehrere Kreise schließen.