Closed control loops between SPI and printer do not only minimize errors
Solder paste printing is the biggest source of error in SMT assembly. Making machines "talk to each other" is now an interesting option to analyze 3D solder paste inspection machines and to integrate them into powerful control loops.
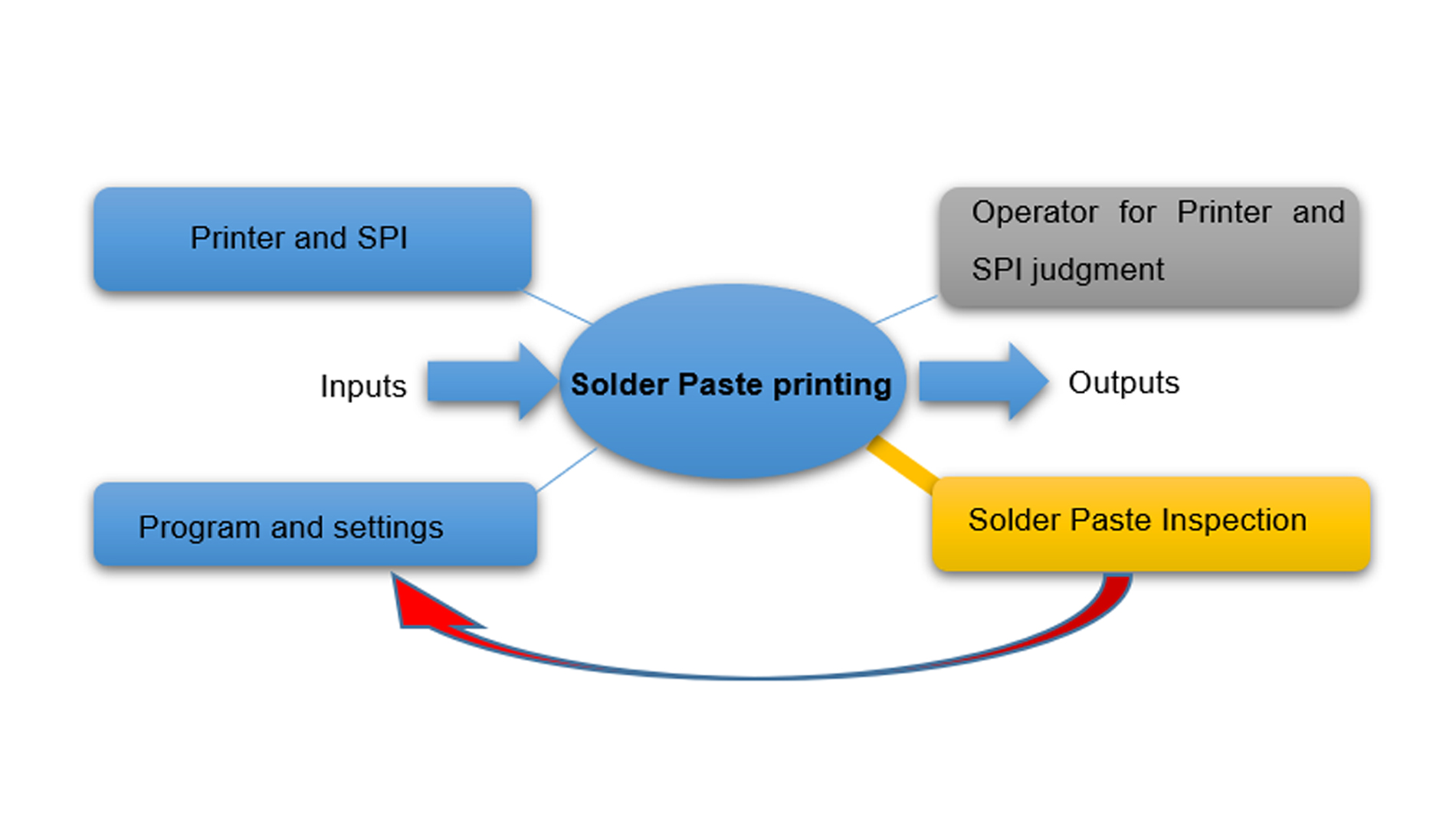
Fig. 1: Scheme of the solder paste process in the VDA "turtle" model (Figure: Sphera)
It is widely known that soldering paste printing is the main contributor for cause of error in the SMT production. For this reason, 3D solder paste inspection machines (SPI) have been used in almost all PCBA assembly plants over the last ten years (Fig. 1). A modern inline SPI, the control and measuring section of the paste printing process, is now more powerful and compact than in the past and offers for example micrometric 3D resolution for measuring the volume, area, height and offset of paste deposits. However, as with any measuring system, it is important to evaluate the performance through a measuring system analysis (MSA). And this is where it gets difficult: The central technical problem is the high number of deposits on a board. It does not allow to use a standard approach for the analysis. Also, traditional statistical software applications are not designed to detect 8,000 or more variables at once. In practice, this often results in only partial or no analysis in SPI measurements, even if the measured variables are recognized as critical to the SMT process.
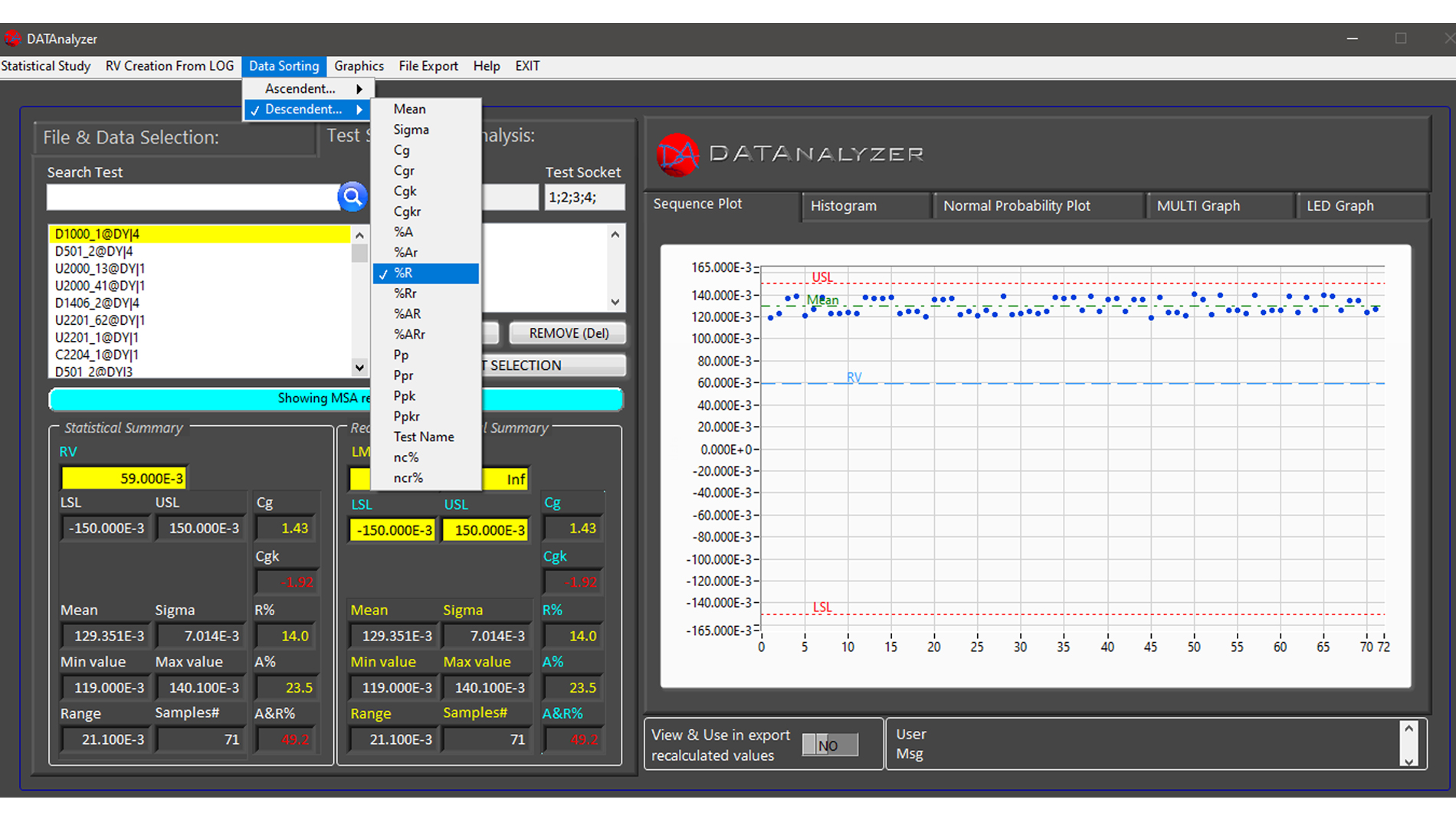
New software has been developed to provide users with higher process qualification and reliability. It allows an MSA to be easily performed on measurement systems such as SPI, which are characterized by many output variables (Fig. 2).
Fig 2: Screen of the SPHERA DATAnalyzer software while performing an analysis (Figure: Sphera)
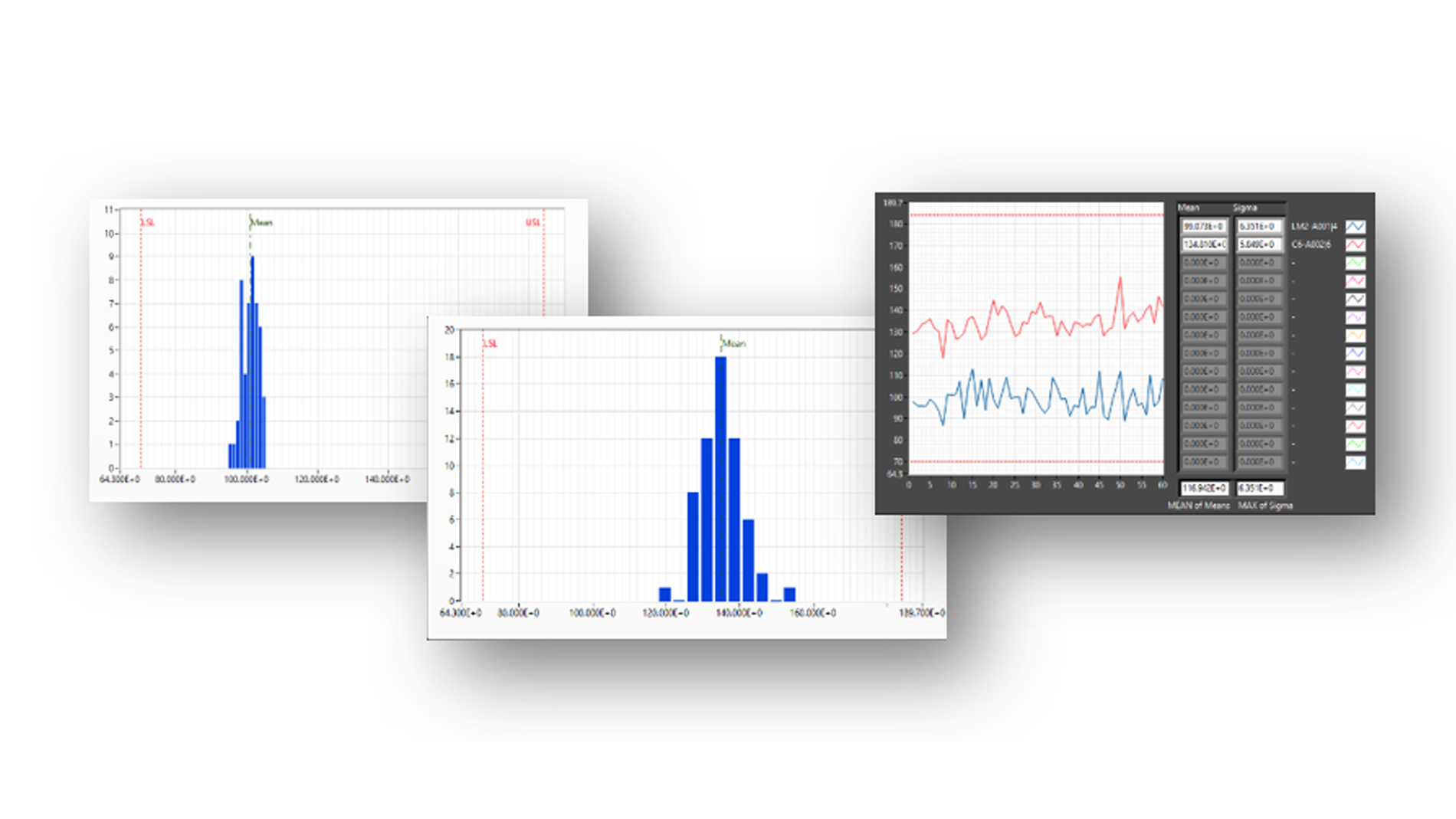
The data analysis of paste printing is often based on comparisons and not on the evaluation of absolute values: A deposit of a small 0402 stencil opening has a reduced average volume ratio compared to a large 0805 stencil opening due to an intrinsically different aspect ratio on the stencil. Fine adjustment of the acceptance limits by the deposit groups is therefore a must in order to ensure stable monitoring of the deposits (Fig. 3) and to avoid false calls in the meantime. The new software solves the problem and is used - in addition to consolidate the acceptance limits - to monitor the overall process capability of the paste print in the initial phase or for long-term monitoring and to generate simple reports on the results. The prerequisite for powerful analysis is always the data flow of the soldering paste process.
"Data-driven decisions will only ever be as good as the data" emphasizes Alessio Agresti, Senior Process Developer, VDA auditor SPHERA Quality & Process Service Provider.
Fig. 3: 0402 vs. 0805 tampon opening: comparison of the different volume openings, results of a test to fine-tune the customer-specific acceptance limits (Figure: Sphera)
That is why the following framework conditions must be in place:
SPI machine/program release for all MSA measures, adapted to the SPI specifics. In the case of paste printing, all deposits have similar effects on the final result and each measure must be verified and evaluated.
Printer tools/program release by detailed analysis of all SPI parameters and not only the main parameters such as pressure, speed etc., but also by analysis of the effects of back support, solder paste thickness on the stencil and cleaning frequency.
Only in this way it is possible to bring the SPI failure rate close to zero by eliminating external variables. Furthermore, the software supports the operator's assessment of the performance of the SPI. This improves line productivity and reduces the risk of human error. And finally, the possibility is created to implement a closed loop control between the SPI and the printer. Long-term data analysis can also be used to implement a successful predictive maintenance strategy for printing process tools and machinery. So several loops can be closed.