Um die Lötbarkeit von Bauteilen, Komponenten und Substraten zu testen, kann man manuell oder automatisch vorgehen. Betrachtet man das Für und Wider beider Methoden genauer, spricht vieles für den Einsatz eines Lötbarkeitstests.
Der D&L-Test (Dip and Look) ist eine manuelle Methode, bei der der Prüfling vollständig in geschmolzenes Lot getaucht und dann anschließend optisch begutachtet wird.
Dabei wird ein Prüfling – meist durch einen Bediener – in ein geschmolzenes Lotbad getaucht. Vorher muss dazu die zu benetzenden Flächen mit Flussmittel benetzt und anschließend vollständig mit dem Lotbad bedeckt werden.
Nach einer definierten Zeit wird der Prüfling wieder aus dem Lot gezogen und muss erkalten. Anschließend wird die Lötstelle optisch betrachtet und nur die Oberfläche des Lots bewertet. Dabei kann allerdings lediglich die äußere Schicht des erkalteten Lotes auf der Lötstelle und seine Ausprägung und Oberflächenstruktur und -güte begutachtet werden. Um überhaupt sinnvolle Ergebnisse zu bekommen, sollten folgende Fragen beantwortet bzw. Aspekte definiert werden:
Welche Parameter werden benutzt, um die Tests zu machen?
(Eintauchtiefen, Geschwindigkeiten, Temperatur, Betrachtung, Beleuchtung, Tabelle der Auswertung und Betrachtungs-Richtlinien etc.)
Wird der Test von einem Bediener oder durch eine Maschine durchgeführt?
Welche Kalibrierzertifikate werden verwendet?
Welche Schulungsprotokolle werden verwendet?
Wie wird der Faktor Mensch bei der Betrachtung des Lotes nach Erkalten ausgeschlossen?
Wird das Ergebnis durch einen Betrachter gemacht oder durch mehrere Betrachter bestätigt?
Gibt es Referenzbauteile?
Gibt es Vorgaben für die Einstellungen am Mikroskop und an der Beleuchtung?
Wird ein Mikroskop verwendet? Ist die Sitzposition des Bedieners festgelegt, um einen gleichbleibenden Blick durch das Mikroskop zu gewährleisten?
Gibt es Vorgaben für die Zeiten am Mikroskop?
Welche Lichtquelle kommt zum Einsatz (Tageslicht, Halogen, LED, Wellenlänge)?
Zu welchen Tageszeiten werden die Betrachtungen gemacht?
Werden die Ergebnisse mit einem Messgerät wie einem LBT korreliert?
Werden parallel Bauteile in einer Fertigung verbaut und nach Alterung und Thermocycling überprüft?
Werden die Flussmittelrückstände vor der Betrachtung entfernt? Und wenn ja, wie?
Diese Aspekte zeigen die Komplexität eines Lötbarkeitstest. Sind obige Punkte geklärt, ist der D&L-Test billig und einfach durchzuführen. Da es sich aber um keine Messmethode im eigentlichen Sinne handelt, erkauft man sich mit dieser Methode verschiedene Einschränkungen: Es gibt keinen gleichbleibend standardisierten Ablauf. Und die optische Beurteilung der äußeren Lotoberfläche nach Erkalten der Lötstelle hängt stark von der Erfahrung und Vorgehensweise der jeweiligen Person ab.
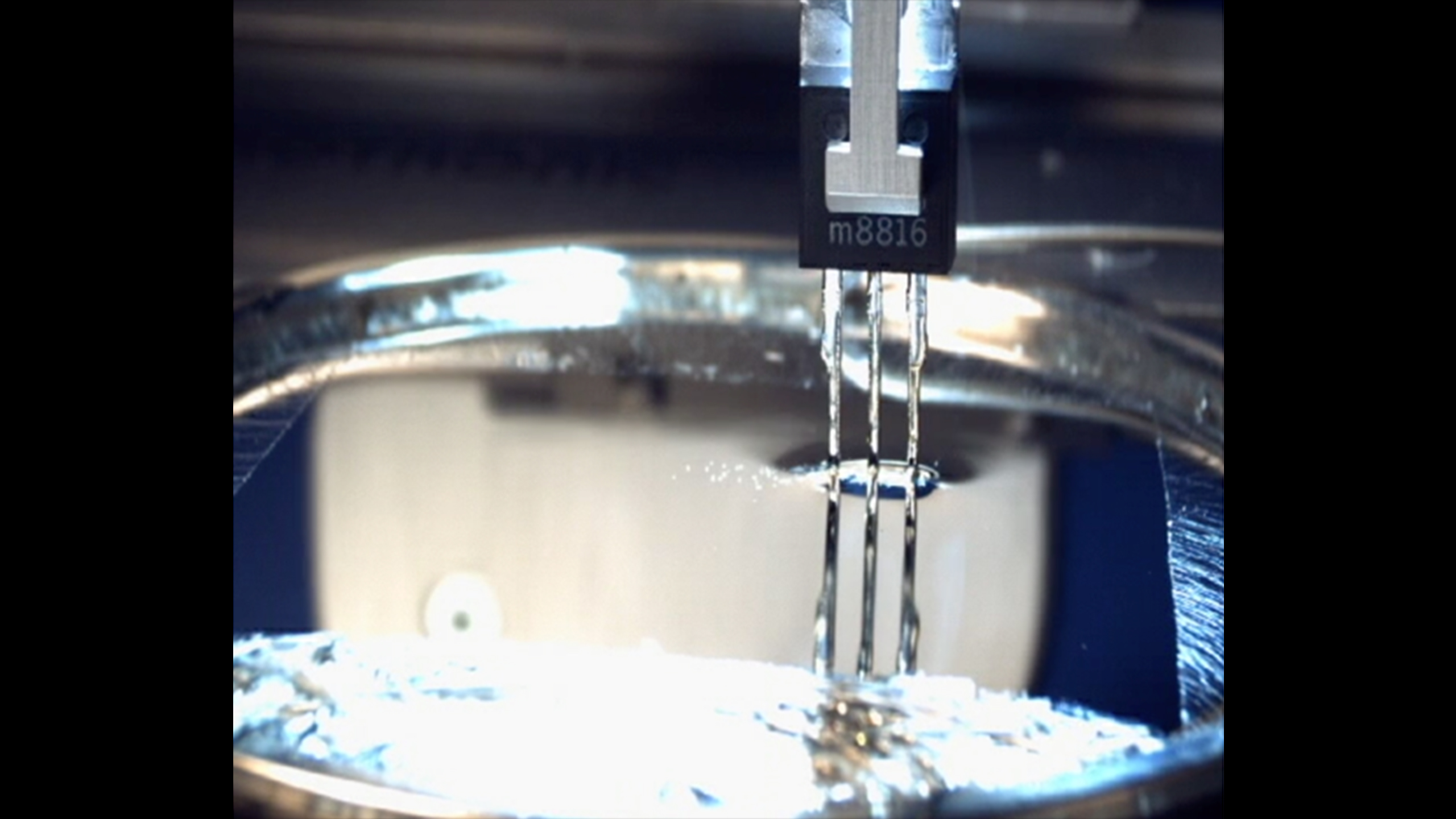
Bild 1: LBT 210 für effiziente und sichere Lötbarkeitstests (Bild: Microtronic M. V. GmbH)
Bei einem LBT (Lötbarkeitstest) wird der Prüfling mit einer kalibrierten Maschine (Bild 1) – immer gleich – teilweise in ein Lotbad (oder eine Kugel bei kleinen Bauteilen) getaucht. Dabei wird während des Lötvorgangs die Kraft aufgenommen, die durch das Zusammenspiel der Oberflächenspannung des Lots und der Benetzungskraft entsteht. Auch werden im Programm des LBT alle Ablaufparameter eingestellt. Das Bauteil wird von einer Halterung (meistens eine Form von Klammer) aufgenommen, mit Flussmittel benetzt und in den LBT gegeben. Der Messablauf wird gestartet. Der LBT entfernt das Oxyd vom Lotbad.
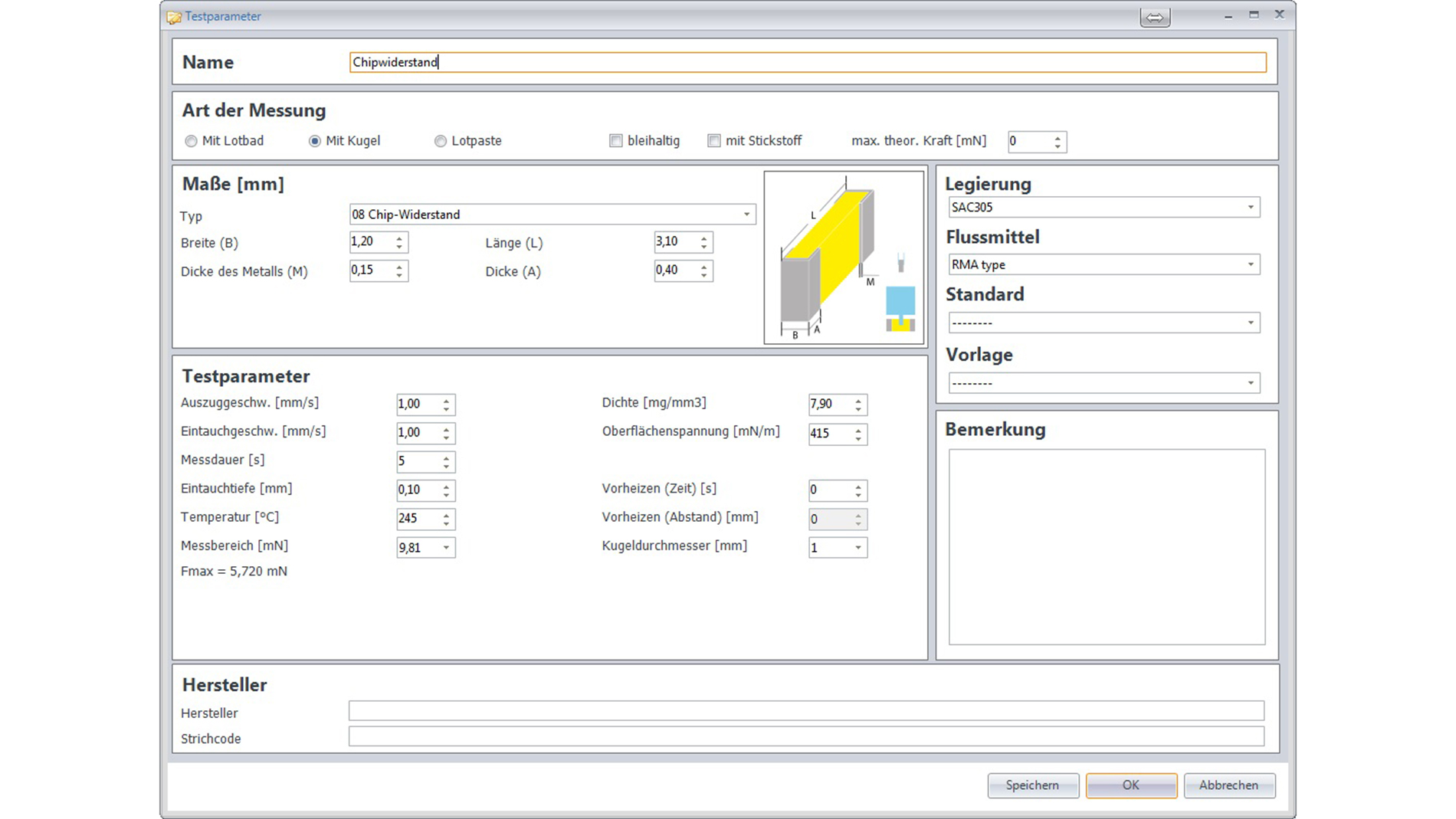
Bild 2: Die relevanten Parameter übersichtlich auswählen (Bild: Microtronic M. V. GmbH)
Dann werden die Position (Länge) des Prüflings und der Füllstand des Lotbads gemessen, damit der Prüfling auch genau so tief eingetaucht werden kann, wie in der Software vorgegeben wurde (Bild 2). Danach fährt der LBT den Prüfling mit der eingestellten Geschwindigkeit in das geschmolzene Lot. Das Temperaturfenster des Lots muss dabei ± 3 °C haben. Nach Ablauf der Testzeit wird das Bauteil mit der eingestellten Geschwindigkeit wieder aus dem Lotbad gefahren. Während der gesamten Zeit zwischen Eintauchen und Herausfahren wird die auf das Bauteil wirkende Kraft mit einem mechanisch freien Messaufnehmer aufgenommen. Die Software stellt diese dann als grafische Kurve dar.
Bild 2: Die relevanten Parameter übersichtlich auswählen (Bild: Microtronic M. V. GmbH)
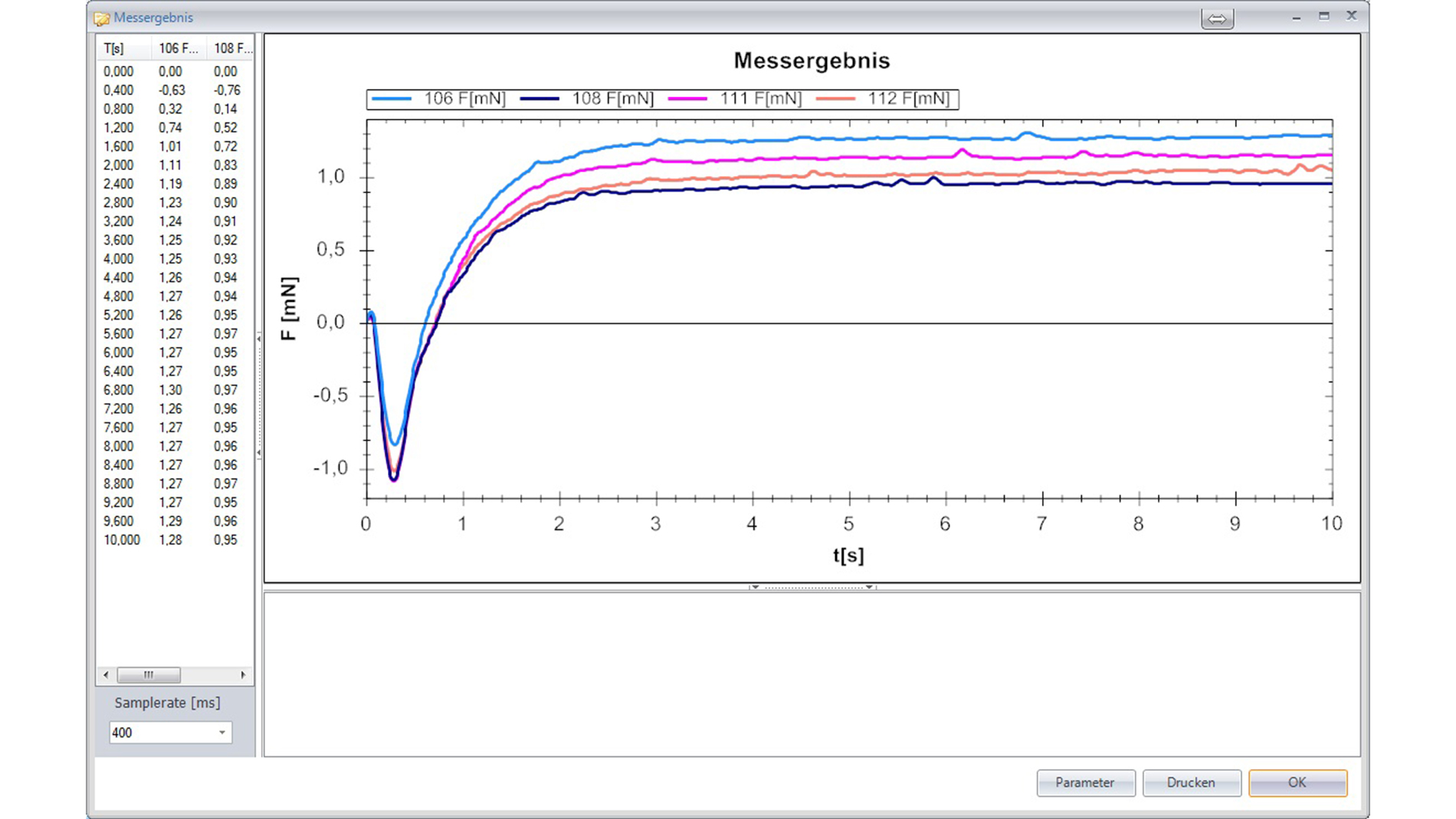
Bild 3: Beispielergebnisse von drei Messungen auf einen Blick (Bild: Microtronic M. V. GmbH)
Durch die eingegebenen Maße des Prüflings kann die theoretisch maximale Lötkraft errechnet werden, die bei diesem Prüfling unter optimalen Bedingungen erreicht werden kann. Alternativ kann diese Kraft auch gemessen und als Referenz hinterlegt werden. Für die Bewertung der Lötung werden dann die Kräfte bei verschiedenen Zeiten sowie die Geschwindigkeit der Lötung betrachtet. Dies ist in verschiedenen Normen hinterlegt und vorgegeben. Die Software kann die Bewertung nach den bekannten internationalen und verschiedenen firmenspezifischen Normen durchführen und mittels Pass/Fail ausgeben (Bild 3).
Im Gegensatz zum D&L–Test ist der LBT eine echte Messmethode mit einem gleichbleibenden und nachvollziehbaren Ablauf. Allerdings ist in die Anschaffung eines LBT zu investieren.
„Vergleicht man die Unterschiede beider Verfahren, muss an dieser Stelle deutlich gesagt werden, dass die Betrachtung der Lötstelle nach dem Erkalten des Lots noch nicht zielführend ist“, so Ernst Eggelaar, Geschäftsführer, Microtronic M. V. GmbH. „Diese Methode sagt höchstens indirekt etwas über die Qualität der Lötung aus.“
Denn die Lötstelle selbst kann der Operator nicht einmal sehen. Auch wird nicht betrachtet, was bei der Lötung passiert. Nur das fertige Ergebnis ist sichtbar – ob z.B. die Lötung schnell, langsam, graduell, mit variablem Anstieg etc. erfolgt, kann nicht betrachtet werden. Im Endeffekt zeigt die D&L nur, ob Lot da ist oder nicht und ob das Lot grobe Abweichungen vom Soll hat. Dies ist aber keine Begutachtung der Lötung an und für sich und ersetzt keine Messung, bei der unter gleichbleibenden Bedingungen echte Messwerte erhoben werden.
Bild 3: Beispielergebnisse von drei Messungen auf einen Blick (Bild: Microtronic M. V. GmbH)
„Deshalb ist angesichts der steigenden Qualitätsanforderungen in der Elektronikindustrie in den meisten Fällen ein LBT vorzuziehen.“